


mpp電力管焊接
文章出處:未知 人氣:發表時間:2020-06-23 10:08
mpp電力管焊接是采用的熱熔焊接,其熔接強度不低于管材本身強度,管材一旦經過焊接連接后就形成了一個整體,其焊接強度一般在24MPa以上,而一般在非開挖工程的拉伸強度不會超過10PMa,具有極大的安全施工保證,因此,國內越來越多的工程都采用非開挖施工。
MPP電力管焊接規程
焊接分為:(1)準備階段;(2)焊接階段(夾緊、斷面銑平、加熱、熔接、冷卻)。
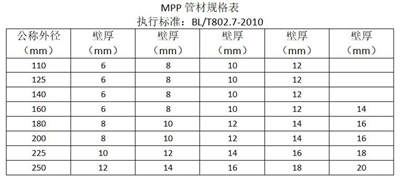
mpp電力管壁厚國家標準
一、準備階段
1.將與管道規格相同的卡瓦安裝到支架中。
2.準備足夠的支架,使待焊接的管子與框架中心線處于同一高度,便于移動。
3.檢查油箱中液壓油的儲存情況。如果不夠,及時加滿。然后將甲、乙輸油管線與機架的兩個快速接頭連接,并將加熱板和銑刀與液壓站連接。
4.接通液壓站電源,打開液壓站開關,打開溫控開關,將焊接溫度設置為230-245℃(視管道規格和氣候而定)(順序不能顛倒;應用220伏交流電,不能使用380伏三相電源。
5.將向前和向后桿推到向前位置,并調節高壓閥,直到壓力表超過2.2兆帕。
二、焊接階段
1.箝位
將待焊接的管道放入框架卡瓦中(清除管道中的異物并清潔管口)。使兩端的延伸長度相等(盡可能短,不影響銑削和加熱,并保持20-30毫米);
將框架放回最后面的位置,然后將先前的銑刀放入框架的位置,用支架支撐管框架外的零件,使管軸和框架的中心線處于同一高度。調整齒條管的位置,使管的兩端面向齊,最后鎖定卡瓦。
2.端面銑削
將機架放回最后一側,放置銑刀,先打開銑刀電源開關,然后關閉管道兩端,施加適當的應力,直到兩端有連續的切屑(切屑厚度為0.5 ~ 10 mm,切屑厚度可通過調節銑刀片的高度來調節),等待片刻,然后關閉活動機架,關閉銑刀電源;
取出銑刀,關閉兩端,檢查兩端對齊:的情況。管子兩端的位移不得超過壁厚的10%,應通過調整管子卡瓦的平直度和緊密度來改善;管道兩端面之間的間隙不得超過0.3毫米(de 225毫米)或更小,且不得超過0.5毫米(de 225毫米~ 400毫米)。如果不滿意,應再次研磨直至滿意。
3.加熱
當液壓站的溫度計達到245℃后,開始焊接(不低于230℃),取下銑刀,插入加熱器(溫度為設定值),并施加規定的壓力,直到兩側的最小卷邊達到3毫米(管端的兩側正好與加熱板保持全面接觸,以保證管子的每個切割面都可以被加熱), 打開泄壓閥,直到壓力表值為零,然后再次關閉泄壓閥(加熱開始后加熱時間為150-160秒),吸熱時間=11秒* 11毫米(管壁厚度)=121秒(通常為11毫米管壁厚度)。
4.冷卻
一旦吸熱時間到了,松開支架,迅速取出加熱板(越快越好),然后關閉兩個管端。操作時間應盡可能短,不超過7秒。泄壓閥此時不能打開(此時開始計算冷卻時間)。
冷卻時間為5-6分鐘,焊接處材料逐漸冷卻硬化,此時間內不能移動機架,避免各種可能影響焊接效果的不良搬動撞擊接頭。冷卻到規定時間后,松開卡瓦,取出連接完成的管材。
下一篇:山東MPP電力管價格受影響原因 上一篇:mpp電力管價格怎么樣








同類文章排行
- mpp電力管拖拉管壁厚國家標準
- mpp電力電纜保護管國家標準是什么?
- mpp電力管的優點和缺點
- PVC-UH低壓排污排水管施工和驗收要求
- 公司領導應邀出席“中國塑協塑料管道專委會2
- 煙臺mpp電力管熱熔器焊接需要注意哪些問題
- 山東MPP電力管價格受影響原因
- 山東mpp電力管施工過程中人注意事項
- mpp電力管焊接
- 煙臺mpp電力管一般用什么材料
 添加微信好友
添加微信好友